製品案内
液状版(テナフレックス)
TENAFLEX-SRについて
液状感光性樹脂(テナフレックス)では1300mm×780mmサイズが製版可能な装置、AWF-Ⅱを2ライン有します。
露 光
キャップレジンを自動ラミネートし2層構造が標準です。
細字、アミ、バーコードへは3層高再現キャップを施すことが可能で、印刷品質の改善が図れます。
従来、印版の貼り込み後に切り取る必要があったトンボを2mm位の高さで製版することにより、そのまま残しておけるシステムを装備しております。(ピンレジシステム)

樹脂回収
従来、手作業で手間のかかっていた未露光樹脂の回収を自動回収します。

洗浄・後露光・乾燥
一台の装置に集約され、樹脂版は各ゾーンへ自動搬送されます。

開発コンセプトは「印刷品質の向上」「生産性の向上」
印刷品質の向上
液状版でしか実現できない高再現キャップによりハーフトーン(網点)や細字、バーコードの印刷をシャープに再現。
ベタの多いデザインでは印圧を上げなければならない場合がありますが、高再現キャップを網点、細字、バーコードに施すことにより、印圧による太りを抑制することができます。
高再現キャップ樹脂
ベース樹脂と組成は同じながら高硬度の樹脂で、印刷太りを抑えたい部分を選択して施工する。
標準キャップ層0.4mmのうち、上部0.2mmを置き換えて施工。
生産性の向上
印版の持つ強い弾性により、紙粉離脱性が向上し紙粉除去のために印刷機を止めるダウンタイムが短縮され、損紙率も低減できます。
固形版
板状樹脂について
露光機
国内でも有数の規模を誇る製版装置は、板状感光性樹脂で2000mm×1000mmの大判サイズに対応できる露光機と、1800mm×900mmまで露光可能な露光機が各1台。

洗い出し機
環境衛生的に配慮されたクローズドタイプの洗い出し機で、版サイズ2000mm×1100mm、版厚1.14mm~9mmまで処理可能。クローズドタイプなので溶剤が室内にこもらず、作業環境にも配慮しています。
版の搬出口手前のゾーンで予備乾燥が行われ、版から蒸発する溶剤の臭気も極力抑えられています。溶剤は自動で新液補給され、汚れた液は蒸留回収機に送られ溶け込んだ樹脂分を分離し、再生液として使用されます。

乾燥機
2000mm×1300mmの棚が5段あり、それぞれにタイマーが付いており乾燥の終了を知らせます。乾燥機の上段にはフィニッシュ露光機があり、乾燥の終わった版からフィニッシュ露光処理がされます。
(フィニッシュ露光により、版表面のベタ付きを取り、紙粉の付着を押さえ、インクの着肉・転移性を高めます。)

TDR / DRC
デュポン社製サイレル プレートで、インクとの相性が良くベタ乗りの良い樹脂です。
又、大判の製版が可能で、弊社では2020 mm×980 mmまでの一枚版に対応しています。
取り扱い品 TDR=2.84mm DRC=7mm
製造方法
液状樹脂版の製造プロセス
-
1.成形準備
下側ガラス板の上にネガフィルム、カバーフィルムを載せ、樹脂を流し込みながらベースフィルムをセットします。
セット終了後、上側ガラス板にて押さえ込み、規定の厚みを保ちます。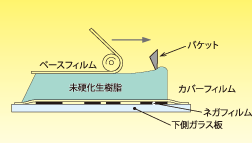
-
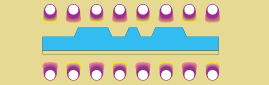
2.個化露光
最初に上側よりバック露光を行い、バック析出部(土手)を形成します。
次に下側よりレリーフ露光を行い、レリーフ(画線)が形成されます。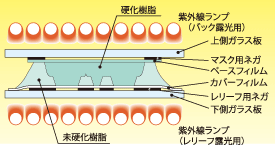
-
3.樹脂回収
未硬化樹脂をワイパーで拭い取ります。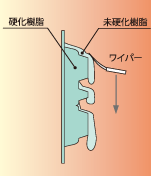
-
4.洗浄
洗浄液で、未硬化樹脂を洗い流します。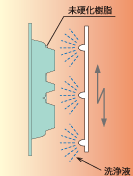
-
5.後露光
後露光を行い、樹脂版を細部まで確実に硬化させます。(水中露光)
樹脂表面のベト付きが完全に除去されます。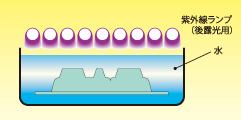
-
6.乾燥
温風にて乾燥させて、完成です。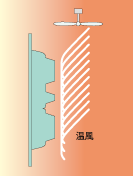
板状樹脂版の製造プロセス
-
1.バック露光
安定した丈夫なフロアー部分を形成するために樹脂版裏面からのバック露光を行います。
バック露光の時間は所望のレリーフ深度(段差)によって決めます。
時間が長くなるほどフロアーの厚みが増し、段差は少なくなります。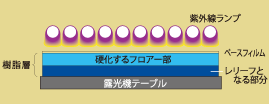
-
2.メイン露光
樹脂版表面のカバーシートを剥がし、ネガフィルムをバキューム吸引により密着させてメイン露光を行います。
このステップにてポリマー内に画像が形成されるため、ネガフィルムと樹脂版との間のホコリやエアー溜りを完全に除去することが最重要です。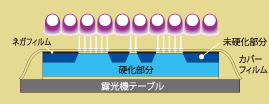
-
3.洗い出し
非画像部の硬化していないポリマーを溶剤とブラシによって洗い出し、除去します。
硬化したポリマーは溶かされずに残り、レリーフ(凹凸)が形成されます。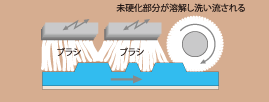
-
4.乾燥
樹脂版内部の含浸溶剤成分を蒸発させて十分な時間をかけ乾燥を行います。
膨張していた樹脂版が正規の版厚に戻ります。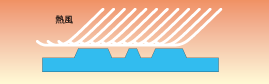
-
5.後露光
2種類の波長の異なる紫外線ランプにて最終的な露光を行い、樹脂版を完全に硬化させると同時に表面のベト付きを取り除きます。